上海裝配平板




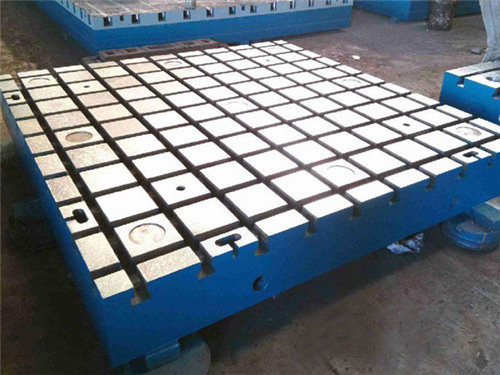
裝配平板又名鉗工裝配平臺,產品別名:裝配平臺、 裝配平板、 裝配平臺、鑄鐵裝配平臺,主要應用于動力機械設備的裝配及調試固定工件,表面帶有T形槽,可以固定動力機械設備,要求較大的裝配平臺,可以拼裝使用。
裝配平板主要用途
裝配平板廣泛應用于機械加工,工具車間,機(檢)修車間,大型設備底座,計量及度加工的檢驗,測量和研磨,具有 的測量水準,檢驗工件的平面度,平直度以及角度的公差值檢測等。
裝配平板操作方法
一般鑄鐵裝配平臺的使用壽命很長,鑄鐵裝配平臺只要采用正確的方法使用和保放,鑄鐵裝配平臺工作面的精度可以保持使用2年以上,鑄鐵裝配平臺精度降低時可以通過調試或刮研工藝恢復,裝配鑄鐵平臺本身的使用壽命可以達到50-100年,所以,延長裝配鑄鐵平臺的壽命,工作質量要注意:
1、在使用鑄鐵裝配平臺的過程中要注意不要在潮濕,有腐蝕、過高和過低的溫度環境下使用和存放。
2、裝配鑄鐵平臺使用后應清洗干凈,搞好防銹工作。
裝配平板技術要求
1、裝配平板工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。
2、裝配平板的鑄造表面應型砂且平整,涂漆牢固。
3、精度登記為0級-3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的間距應不小于80mm。
4、裝配平板應采用 細密的灰口鑄鐵或合金等材料制造,其工作面硬度應為170-220HB。
5、裝配平板工作面通常應采用刮削工藝。對采用刮削加工的3級平板工作面,其表面粗糙度Ra的允許值為5um。
6、平面度公差見表2的規定。
7、采用刮削工藝應進行涂色對研檢驗。對研后顯示的接觸點面積的比率見表3的規定:或者按25mm×25mm正方形面積的接觸點數見表3的規定,且任意25mm×25mm中的接觸點數之間應不大于5點。
裝配平板生產工藝
裝配平臺的生產工藝流程基本是:
一、裝配平臺毛坯:按技術要求制圖紙、按圖紙制作木型、配料、造型、烘干、澆鑄、落沙、清理、檢驗毛坯的各部位;
二、裝配平臺機械加工:外觀檢驗并劃線、在機床上工件、加工、檢驗、回火;
三、裝配平臺上機床、按圖紙要求加工、送檢驗科檢驗;
四、裝配平臺的外觀處理、噴漆、包裝、入庫
裝配平板加工工藝
裝配平板是鑄鐵平板的一種,但是裝配平板一般不是平面的,平臺的表面要有T型槽或者孔,一般的加工工藝如下:
1、先加工基準面
零件在加工過程中,作為定位基準的表面應 先加工出來,以便盡快為后續工序的加工提供精基準。稱
為“基準先行”。
2、劃分加工階段
加工質量要求高的表面,都劃分加工階段,一般可分為粗加工、半精加工和精加工三個階段。主要是為了加工質量;有利于合理使用設備;便于安排熱處理工序;以及便于時發現毛坯缺陷等。
3、先孔后面
對于方箱體、支架和連桿等零件應先加工平面后加工孔。這樣就可以以平面定位加工孔,平面和孔的位置精度,而且對平面上的孔的加工帶來方便。
4、主要表面的光整加工(如珩磨、研磨、精磨等),應放在工藝路線階段進行,以免光整加工的表面,由于工序間的轉運和安裝而受到損傷。
裝配平板鑒定方法
1、裝配平板工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
2、裝配平板工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應型砂,且表面平整、涂漆牢固,各稅邊應修鈍。
3、T型槽在平板的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。設置吊裝位置時應考慮盡量減少因吊裝而引起的變形。
4、裝配平板應經穩定性處理和去磁。
5、裝配平板工作面與側面以及相鄰兩側面的垂直公差為12級(按GB1184—80《形狀位置公差》規定)。
6、裝配平板工作面的硬度應為HB170—220或187—255之間。
7、T型槽主要檢定項目
A、材質及表面硬度。B、形狀位置公差,含名義尺寸,垂直度公差。C、外觀。D、平面度。E、接觸斑點。F、平面波動量。G、工作面允許撓度值。H、表面粗糙度。
8、精度參數。
3級平板未規定接觸斑點要求。1級平板要求接觸斑點數在任意25×25mm平面內不少于20點。2級平板要求接觸斑點數在任意25×25mm平面內不少于12點。
裝配平板檢定
1、根據裝配平板檢定規程要求,目力觀察和試驗外觀及表面質量。
2、用表面粗糙度比較樣塊比較檢定裝配平板工作面與側面的表面粗糙度。
3、用分度值為2′的角度規進行檢定側面夾角。
4、用檢定工具(準確度不低于被檢裝配平板的裝配平板或平尺)以涂色法檢定刮制裝配平板的接觸點數。
5、根據被檢平板準確度等級,選用檢定工具,用對角線法檢定裝配平板工作面的平面度。
6、經檢定符合裝配平板檢定規格要求的平板,發給檢定證書;不符合本規程要求的,發給檢定結果通知書。裝配平板的檢定周期根據使用的具體情況確定,一般為一年。
裝配平板檢驗過程
裝配平板是劃線、測量、鉚焊、工裝工藝不可以缺少的工作臺,也可以做機械試驗平臺等等。在裝配平臺的生產設計上采用箱體式、筋板式或其他結構型式。在裝配平板的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。裝配平板經檢定符合標準要求后,應附有產品合格證;產品合格證上應有本標準的標準號和產品序號。
從裝配平板的整個檢驗過程中來看,平板本身為測量基面,其放置應穩定;用自準直儀檢定時,儀器與平板不在同一剛體上.儀器支架牢固性尤為重要。所以裝配平臺的檢定規程要求檢定場地應牢固穩定,檢定地點應避免振動。這是因為:工廠常將小平板置于鉗工臺或桌子上,牢固穩定性差。檢定人員在裝配平臺附近的走動、檢定工具在裝配平臺上的移動,都會產生不同的重力,使裝配平板的空間位置發生變化,測量結果不。所以檢定這類平板時,平板應移至牢固穩定的場地上,避免重力變化對測量結果的影響。
上海裝配平板 重慶裝配平板